
- Strona główna
- Blog
- METCOR HNM-6A: Hydrauliczna rewolucja w Twoim warsztacie. Jak jedna maszyna zastępuje trzy i tnie koszty produkcji?

HNM-6A
METCOR HNM-6A: Hydrauliczna rewolucja w Twoim warsztacie. Jak jedna maszyna zastępuje trzy i tnie koszty produkcji?
W świecie nowoczesnej obróbki metalu, gdzie marże bywają cienkie jak blacha, a terminy gonią nieubłaganie, liczy się każda sekunda i każdy milimetr. Tradycyjny model produkcji w zakładach ślusarskich i fabrykach często opiera się na rozproszonych stanowiskach roboczych: tu gilotyna, tam prasa mimośrodowa, a w kącie stanowisko do szlifowania i gratowania ręcznego. Czy Twój warsztat jest gotowy na przejście z tradycyjnych metod na rozwiązanie, które łączy w sobie trzy kluczowe funkcje obróbcze na ułamku dotychczasowej powierzchni?
Poznajcie METCOR HNM-6A – urządzenie, które nie jest zwykłą wycinarką. To zaawansowane, kompaktowe centrum robocze, które w jednym, ważącym ponad tonę korpusie, integruje wycinarkę naroży, gilotynę oraz wykrawarkę otworów.
W tym potężnym kompendium wiedzy rozłożymy maszynę HNM-6A na czynniki pierwsze. Omówimy parametry techniczne, kulturę pracy hydrauliki, realne oszczędności, a także rozwiejemy najczęstsze warsztatowe „zagwozdki”.

ROZDZIAŁ 1: Anatomia wydajności – dlaczego waga i moc mają znaczenie?
Wielu początkujących przedsiębiorców, przeglądając katalogi maszyn, zwraca uwagę tylko na maksymalną grubość cięcia. Tymczasem doświadczony technolog wie, że kluczem do długowieczności i precyzji urządzenia jest jego fizyczna konstrukcja.
1.1. Stabilność wagi ciężkiej (1020 kg w służbie detalom)
METCOR HNM-6A przy wymiarach 1060 x 900 x 1210 mm (urządzenie niezwykle kompaktowe jak na swoje możliwości) waży bagatela 1020 kg netto (1100 kg brutto w opakowaniu). Dlaczego ta wartość jest tak krytyczna?
Podczas cięcia blachy o grubości 6 mm ze stali węglowej, uwalniają się potężne siły naprężeń. Lekkie maszyny mają tendencję do "skakania" i rezonowania, co mikroskopijnie przesuwa materiał w momencie cięcia. Masywny, odlewany i precyzyjnie spawany korpus HNM-6A absorbuje wszelkie drgania. Dzięki temu:
Krawędź cięcia jest idealnie gładka i pozbawiona mikropęknięć.
Narzędzia tnące (noże i matryce) zużywają się znacznie wolniej, ponieważ pracują w idealnej, niezaburzonej osi.
Nie ma potrzeby ciągłej rekalibracji maszyny – raz ustawiony kąt trzyma parametry przez tysiące cykli.
1.2. Serce układu – 4 kW mocy i 18 MPa ciśnienia
Napęd hydrauliczny to kolosalna przewaga HNM-6A nad klasycznymi rozwiązaniami mechanicznymi. Serce maszyny stanowi wydajny silnik o mocy 4 kW, który tłoczy olej hydrauliczny, generując ciśnienie układu na poziomie 18 MPa (około 180 barów).
Co to oznacza w praktyce warsztatowej? Siła nacisku idzie w dziesiątki ton, a maszyna bez „zadyszki” penetruje stal. Skok cylindra wynosi 42 mm, co daje wystarczający zapas, by ostrze mogło nabrać odpowiedniej dynamiki i czysto przebić się przez arkusz, a następnie płynnie powrócić do pozycji wyjściowej.
ROZDZIAŁ 2: Trzy filary obróbki (3w1) – Jak to działa w praktyce?
Dlaczego kupować trzy maszyny, płacić za trzy przeglądy, zajmować miejsce dla trzech operatorów, skoro METCOR HNM-6A oferuje kompleksowość? Przeanalizujmy każdą z funkcji.
Filar 1: Wycinarka naroży o niespotykanej elastyczności (kąt 30° – 140°)
Większość tanich wycinarek oferuje jedynie sztywne cięcie pod kątem 90 stopni. HNM-6A łamie ten schemat. Regulowany kąt cięcia w przedziale od 30° do 140° to absolutny game changer przy produkcji:
Obudów do elektroniki, szaf sterowniczych, rozdzielnic.
Skomplikowanych tacek, profili okapowych czy elementów wentylacji (HVAC).
Kasetonów reklamowych i paneli elewacyjnych.
Dzięki maksymalnej długości cięcia wynoszącej 200 mm, operator w jednym, płynnym ruchu zdejmuje materiał z narożnika, bez konieczności wielokrotnego obracania detalu. Urządzenie wyposażone jest w precyzyjny system pozycjonowania z czytelnymi przymiarami, co eliminuje błędy związane z ręcznym trasowaniem.
Filar 2: Funkcja gilotyny – szybkie odcinanie na wymiar
Nie musisz przenosić arkusza na ogromną gilotynę przemysłową, by odciąć niewielki naddatek materiału. Funkcja gilotyny w HNM-6A doskonale sprawdza się do obróbki na krótko. Precyzyjne noże schodzą się ze znikomą tolerancją, radząc sobie ze stalą do grubości 6,0 mm. Maszyna posiada również specjalny system docisku blachy, który blokuje materiał przed uniesieniem w momencie uderzenia noża. Znikają problemy z odkształceniami krawędzi (tzw. efektem "zawijania" blachy).
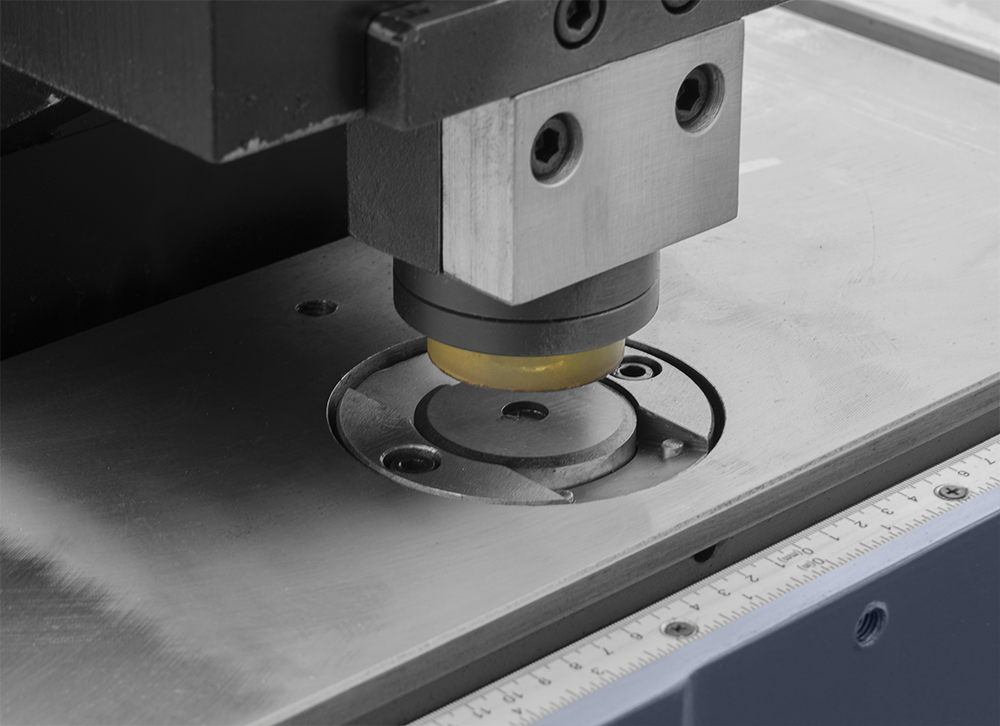
Filar 3: Wykrawarka otworów (niezależna prasa)
To tutaj kryje się największa niespodzianka. Z tyłu maszyny zintegrowano w pełni funkcjonalną, niezależną prasę hydrauliczną do dziurkowania. Może ona wybić otwór o imponującej średnicy do 40 mm!
Wszechstronność: Gniazdo narzędziowe pozwala na używanie matryc i stempli do otworów okrągłych, kwadratowych, prostokątnych, a także tzw. "fasolek" (otworów podłużnych, idealnych do regulowanego montażu śrubowego).
Czystość: W przeciwieństwie do wiercenia wiertłami trepanacyjnymi, wykrawanie matrycą nie generuje wiórów, nie przegrzewa blachy i zostawia krawędź bez najmniejszych zadziorów.
ROZDZIAŁ 3: Warsztatowe ZAGWOZDKI – z czym mierzą się klienci i jak HNM-6A je rozwiązuje?
Podczas rozmów z technologami i właścicielami zakładów często padają trudne pytania. Poniżej przedstawiamy najciekawsze „zagwozdki” produkcyjne.
💡 Zagwozdka 1: "Czy przy grubości 6 mm maszyna nie będzie rwać i giąć materiału na krawędziach?"
Odpowiedź: Nie. W obróbce plastycznej najtrudniejszym momentem jest styk narzędzia z grubym materiałem. W maszynach mechanicznych uderzenie jest gwałtowne, co często wyrywa i zagina końcówki blachy. HNM-6A wykorzystuje napęd hydrauliczny, który działa inaczej – naciska stopniowo z potężną, ale stałą siłą. W połączeniu z wbudowanym systemem docisku arkusza, blacha jest unieruchomiona, a nóż gładko i jednostajnie penetruje jej strukturę. Otrzymujesz tzw. cięcie lustrzane, niewymagające szlifowania tarczy listkowej.
💡 Zagwozdka 2: "Kultura pracy – czy sąsiedzi z biura obok nie oszaleją od hałasu?"
Odpowiedź: Tradycyjne prasy mimośrodowe i gilotyny mechaniczne generują podczas pracy ogłuszający huk przypominający wystrzał. METCOR HNM-6A działa w zupełnie innej lidze akustycznej. Pompa hydrauliczna szumi miarowo, a sam proces cięcia, czy wykrawania to głuchy, krótki dźwięk nacisku metalu o metal. Brak sprzęgła i koła zamachowego sprawia, że komfort akustyczny na hali rośnie niewspółmiernie, chroniąc słuch pracowników i pozwalając na swobodną komunikację obok pracującej maszyny.
💡 Zagwozdka 3: "Wąskie gardło logistyczne – czy przenoszenie blachy z maszyny na maszynę nie jest koniecznością?"
Odpowiedź: Policz to sam! Średni czas przeniesienia arkusza z gilotyny na stanowisko wykrawania to 2-3 minuty. Przy produkcji 100 obudów dziennie tracisz od 3 do 5 godzin wyłącznie na „spacery” z towarem! HNM-6A pozwala operatorowi odciąć narożnik z przodu maszyny, a następnie (wykonując dosłownie jeden krok w tył) użyć modułu prasy do wybicia otworu pod przyciski sterownicze na tylnym ramieniu roboczym. To kolosalna oszczędność ruchu, która w skali miesiąca przekłada się na realne pieniądze.
ROZDZIAŁ 4: Policzmy to! Zwrot z inwestycji (ROI)
Cena katalogowa maszyny METCOR HNM-6A oscyluje wokół ok. 30-31 tysięcy złotych netto (w zależności od finansowania / opcji). Czy to dużo? Zróbmy symulację.
Scenariusz tradycyjny (bez HNM-6A): Produkujesz 200 skrzynek rozdzielczych miesięcznie. Wycięcie naroży wykonujesz szlifierką kątową, następnie gradujesz ręcznie i wiercisz otwory otwornicami bimetalowymi.
Czas operacji na 1 sztukę: ok. 15 minut.
Koszt narzędzi ściernych/otwornic na m-c: ok. 400 zł.
Roboczogodziny (załóżmy 50 zł/h roboczogodziny pracownika): 200 sztuk x 15 minut = 50 godzin = 2500 zł miesięcznie na same tę operację.
Scenariusz z METCOR HNM-6A:
Operator jednym naciskiem pedału nożnego wycina naroże. Z tyłu maszyny wybija 4 otwory na dławiki.
Czas operacji na 1 sztukę: 2 minuty.
Zużycie materiałów ściernych: 0 zł.
Roboczogodziny: 200 sztuk x 2 minuty = ok. 6,6 godziny = 330 zł miesięcznie!
Miesięcznie oszczędzasz ponad 2100 zł na samym czasie pracy + redukujesz koszty prądu i materiałów zużywalnych (szlifierki, tarcze, otwornice). Maszyna potrafi zarobić na siebie w mniej niż 12 do 18 miesięcy, pracując przy niewielkim obłożeniu, a przy produkcji seryjnej – ten czas skraca się dramatycznie. Co więcej, METCOR oferuje dogodne modele finansowania (leasingi, raty 0% itp.), dzięki czemu maszyna nie obciąża początkowo Twojego cashflow.

ROZDZIAŁ 5: Ergonomia i bezpieczeństwo operatora
Każdy kierownik produkcji wie, że maszyna jest warta tyle, ile komfort i bezpieczeństwo jej operatora. HNM-6A została zaprojektowana zgodnie z surowymi normami CE, eliminując kluczowe ryzyka przy pracy z blachą.
Sterowanie nożne (Pedał do zadań specjalnych): Obie dłonie operatora pozostają na materiale. To kluczowe, aby precyzyjnie dociągnąć arkusz blachy do przymiarów. Pedał nożny jest zabezpieczony specjalną osłoną, uniemożliwiającą przypadkowe jego naciśnięcie przez spadający przedmiot czy potknięcie się współpracownika.
Osłony pleksi i kurtyny: Główna strefa robocza wyposażona jest w osłony, które z jednej strony dają doskonałą widoczność krawędzi (co jest potrzebne do monitorowania linii cięcia), z drugiej – uniemożliwiają włożenie palców bezpośrednio pod stempel matrycy lub nóż tnący.
Stół roboczy: Powiększony, z naniesionymi skalami i regulowanymi odbojami z solidnymi rączkami zaciskowymi. Nie trzeba wyciągać miarki zwijanej przed każdym cięciem.
ROZDZIAŁ 6: Poradnik dla szefa utrzymania ruchu – Jak dbać o METCOR HNM-6A?
Nawet najlepsza maszyna wymaga odrobiny miłości, by służyła przez dekady. Urządzenie od Metcoru jest w dużej mierze bezobsługowe, jednak przestrzeganie tych kilku złotych zasad zagwarantuje Ci brak przestojów.
Krew maszyny – Olej Hydrauliczny. Układ o ciśnieniu 18 MPa wymaga czystego oleju. Pamiętaj o kontroli jego poziomu na wskaźniku oczkowym, zwłaszcza po pierwszych 100 godzinach docierania. Regularna (zgodna z instrukcją) wymiana oleju zapobiegnie zużyciu uszczelniaczy na siłownikach.
Smarowanie punktów styku. Ruchome części prowadnic tnących wymagają okresowego nałożenia smaru stałego, co redukuje tarcie i zmniejsza obciążenie silnika 4 kW.
Higiena matryc i stempli. Po skończonej zmianie roboczej używaj sprężonego powietrza, aby wydmuchać ewentualne zanieczyszczenia z gniazda prasy na tyłach maszyny. Metalowy pył lub niewielka kropla metalu pozostała w gnieździe mogą wpłynąć na nierówne pozycjonowanie stempla, a w rezultacie – na jego szybsze tępienie.
Kontrola szczeliny tnącej (Luz). Jeżeli po długim czasie pracy na maszynie zauważysz, że przy wycinaniu bardzo cienkiej blachy zjawisko cięcia nie jest tak idealne jak na początku, może to oznaczać potrzebę mikrokalibracji noży. Maszyna pozwala na delikatną korektę szczeliny między ostrzem górnym a dolnym. Właściwe ich ułożenie (jak w nożyczkach) jest kluczem do sukcesu.
Podsumowanie – decyzja należy do Ciebie
METCOR HNM-6A to absolutny "wół roboczy" w eleganckim, kompaktowym wydaniu. Posiadanie w swoim parku maszynowym urządzenia, które potrafi wycinać naroża pod elastycznymi kątami (30° - 140°), ciąć jak gilotyna i działać jak wydajna wykrawarka hydrauliczna (otwory do 40 mm w blachach do 6 mm), daje niesamowitą przewagę konkurencyjną.
Pozbywasz się wąskich gardeł logistycznych, ograniczasz hałas, dbasz o ergonomię i w diametralny sposób redukujesz koszty roboczogodzin oraz materiałów eksploatacyjnych. Przy wadze 1020 kg i potężnym, stabilnym korpusie to inwestycja, która błyskawicznie zwraca się w każdym rozwijającym się zakładzie produkcyjnym.
Czy Twój warsztat może pozwolić sobie na dalsze marnowanie czasu? Zadzwoń do specjalistów z Metcor Polska (tel. +48 539 200 102 / +48 539 109 640) i zapytaj o dostępność modelu HNM-6A. Twoja konkurencja już tnie koszty. Czas, abyś Ty zaczął ciąć blachę – szybciej, dokładniej i z uśmiechem na twarzy!