
- Strona główna
- Blog
- Jak dobrać odpowiednią piłe bimetalową, brzeszczot?
Jak dobrać odpowiednią piłe bimetalową, brzeszczot?
PORADNIK OPERATORA
Różnorodność Podziałek Taśm Pomiarowych: Kombinowana i o Stałym Rozstawie Zębów
Podziałka reprezentuje liczbę zębów na jednym calu taśmy pomiarowej. W przypadku podziałki kombinowanej zęby na taśmie są rozmieszczone w dwóch segmentach, charakteryzujących się różną ilością zębów na cal w każdym z nich.
Rodzaje podziałek:
- Podziałka stała

Rozstaw między zębami utrzymuje się na jednolitej odległości na całej długości taśmy. Podziałka o stałym rozstawie jest przeznaczona do cięcia materiałów pełnych przy użyciu maszyn z wyjątkowo solidnym mocowaniem przecinanego elementu.
- Podziałka zmienna

Podziałka kombinowana cechuje się zróżnicowaniem odległości między zębami, przy czym segmenty regularnie powtarzają się na całej długości taśmy. Jest to korzystne dla redukcji wibracji powstających podczas pracy i szczególnie skuteczne podczas przecinania profili cienkościennych lub materiałów przecinanych w wiązkach.
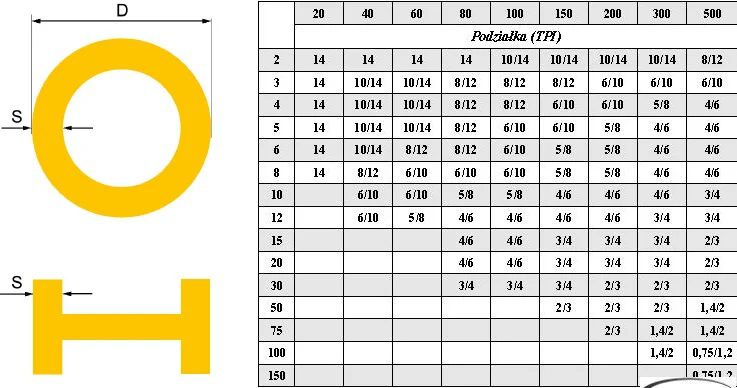
Określenie właściwej liczby zębów na cal (TPI)
Przedstawienie wyboru podziałki dla materiałów pełnych zawarte jest w poniższej tabeli.

W sytuacji, gdy przecinamy kilka elementów, średnica materiału to suma średnic poszczególnych elementów,
co oznacza całkowitą drogę piły w przecinanym materiale.
W celu ustalenia właściwej liczby zębów na cal (TPI)
podczas cięcia profili (rur lub kształtowników), korzystamy z tabeli poniżej.
Docieranie taśmy tnącej
Proces doszlifowywania nowej taśmy tnącej jest kluczowy dla jej trwałości i efektywności. Dlaczego warto przeprowadzić proces docierania nowej taśmy tnącej? Każda nowa piła taśmowa posiada bardzo ostre zęby, łatwe do uszkodzenia. Docieranie ma na celu zaokrąglenie zębów, co równomiernie rozkłada siły działające na ich powierzchnię. Ten proces znacząco wpływa na wydłużenie żywotności taśmy i poprawę jakości cięcia materiału.
Zalecane kroki przy docieraniu taśmy
- Ustalanie szybkości taśmy tnącej.
1. Wybieramy docelową prędkość taśmy (m/min).
2. Podczas docierania ustawiamy prędkość taśmy o około 30% niższą niż standardowa. W przypadku braku możliwości zmniejszenia prędkości, pozostajemy przy normalnym tempie cięcia dla danego materiału.
- Posuw roboczy.
3. W trakcie docierania zmniejszamy posuw roboczy cięcia o około 50% w porównaniu do standardowego posuwu stosowanego po dotarciu taśmy.
- Kiedy taśma jest gotowa?
5. Dotarcie taśmy tnącej następuje po przecięciu około 400-600 cm² powierzchni materiału, takich jak wałki, bloki, kęsy, itp.
6. Dotarcie taśmy tnącej zajmuje co najmniej 15-20 minut efektywnego cięcia dla rur, profili, kształtowników, itp.
7. Po dotarciu stopniowo zwiększamy prędkość i posuw piły taśmowej, aż osiągniemy nominalne parametry.

Przecinarka taśmowa METCOR BS260G

Przecinarka taśmowa METCOR BS170G 400V

Przecinarka taśmowa METCOR BS712R 230V



